Comment configurer les paramètres de traitement de la machine de coupe laser?
La machine à découper au laser remplace le couteau mécanique traditionnel par un faisceau invisible. Il présente les caractéristiques d'une grande précision, d'une vitesse de coupe rapide, d'un motif de coupe non limité, d'une composition automatique, d'économies de matériaux, d'une coupe lisse et d'un faible coût d'usinage. Il améliorera ou remplacera progressivement l'équipement traditionnel de coupe des métaux. Il n'y a pas de contact entre la partie mécanique de la tête laser et la pièce à usiner et la surface de la pièce à usiner ne sera pas rayée pendant le fonctionnement; La vitesse de coupe au laser est rapide, l'incision est lisse et lisse, et le traitement ultérieur n'est généralement pas nécessaire; La zone affectée par la chaleur de coupe est petite, la déformation de la tôle est petite et la coupe (0,1mm ~ 0,3mm); L'incision n'a pas de contrainte mécanique ni de burres de cisaillement; Haute précision d'usinage, bonne répétabilité, aucun dommage à la surface du matériau; Programmation NC, peut traiter n'importe quel schéma, n'a pas besoin d'ouvrir la moisissure peut couper l'ensemble de la plaque de grand format, économie de temps.
Composition de l'équipement de coupe laser
La machine de coupe laser se compose principalement d'une source laser à fibres optiques, d'un système de guidage de la lumière, d'un système de mouvement NC, d'une tête de coupe à réglage automatique de la hauteur, d'une plate - forme de travail et d'un système de soufflage à haute pression. De nombreux paramètres affectent la qualité du processus de coupe au laser, dont certains dépendent des performances techniques du laser et de la machine, tandis que d'autres sont variables. Les principaux paramètres de coupe au laser sont les suivants:
(1) Mode faisceau
Le mode de base, aussi connu sous le nom de mode gaussien, est le mode de coupe idéal pour les lasers de faible puissance de moins de 1 kW. Le multimode est un mélange de modes d'ordre supérieur. Sous la même puissance, la focalisation multimode est faible et la capacité de coupe est faible. La capacité de coupe et la qualité du laser monomode sont meilleures que celles du laser multimode.
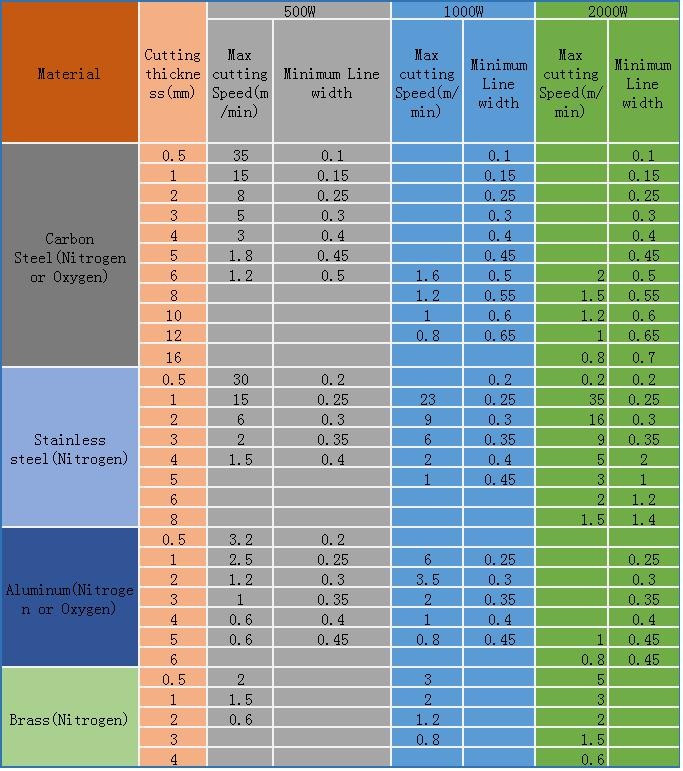
(2) Puissance laser
La puissance laser requise pour la coupe au laser dépend principalement des exigences du matériau de coupe, de l'épaisseur du matériau et de la vitesse de coupe. La puissance laser a une grande influence sur l'épaisseur de coupe, la vitesse de coupe et la largeur de coupe. En général, avec l'augmentation de la puissance laser, l'épaisseur du matériau de coupe augmente, la vitesse de coupe augmente et la largeur de coupe augmente.
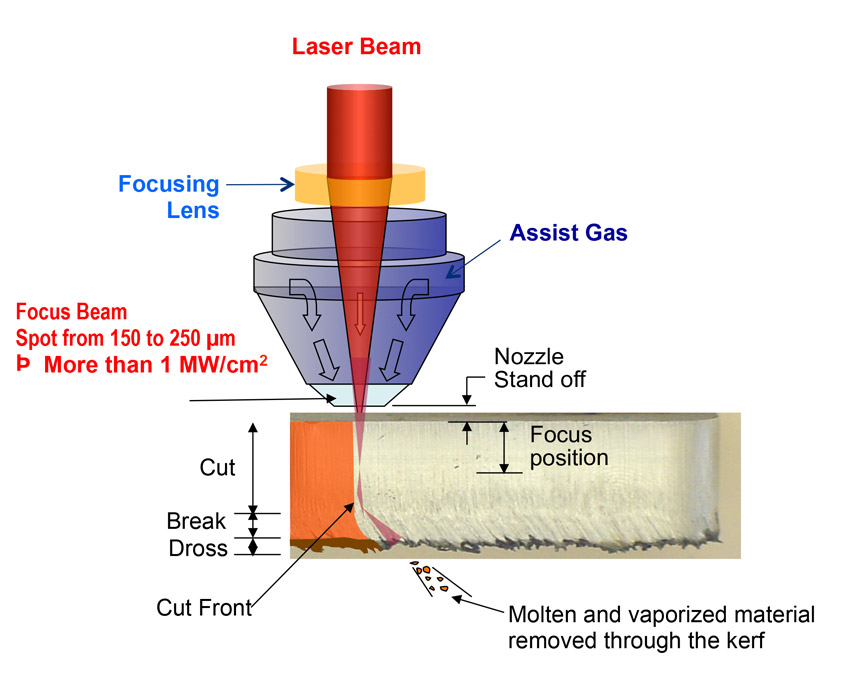
3. Point focal
La position focale a une grande influence sur la largeur de l'incision. En général, le point focal est situé à environ 1 / 3 de l'épaisseur de la plaque sous la surface du matériau, avec la plus grande profondeur de coupe et la plus petite largeur d'ouverture.
4. Moment de concentration
Lors de la coupe de tôles d'acier épaisses, des poutres à longue focale doivent être utilisées pour obtenir une surface de coupe avec une bonne verticalité. La profondeur focale est plus grande, le diamètre de la tache lumineuse augmente et la densité de puissance diminue en conséquence, ce qui réduit la vitesse de coupe. Pour maintenir une certaine vitesse de coupe, il faut augmenter la puissance laser. Il est recommandé d'utiliser un faisceau plus petit pour couper la feuille, de sorte que le diamètre de la tache est petit, la densité de puissance est grande et la vitesse de coupe est rapide.
5. Gaz auxiliaire
L'oxygène est utilisé comme gaz de coupe dans la coupe de l'acier à faible teneur en carbone. La chaleur de réaction de combustion de la ferrite est utilisée pour promouvoir le processus de coupe. La vitesse de coupe est rapide et la qualité de coupe est bonne, de sorte que la coupe sans laitier peut être obtenue. Augmentation de la pression, augmentation de l'énergie cinétique, augmentation de la quantité de laitier; La pression de coupe est déterminée par le matériau, l'épaisseur de la plaque, la vitesse de coupe et la qualité de la surface de coupe.
6. Structure de la buse
La structure et la forme de la buse ainsi que la taille de la sortie de la lumière peuvent également affecter la qualité et l'efficacité de la coupe laser. Différentes exigences de coupe nécessitent différentes buses. Les buses couramment utilisées sont cylindriques, coniques, carrées, etc. La coupe au laser adopte généralement le mode de soufflage coaxial (flux d'air concentrique avec l'Axe optique). Si le flux d'air est différent de l'Axe optique, il est facile de produire beaucoup d'éclaboussures dans le processus de coupe. Pour assurer la stabilité du processus de coupe, il est généralement nécessaire de contrôler la distance entre la face d'extrémité de la buse et la surface de la pièce, généralement de 0,5 à 2,0 mm, afin de permettre une coupe sans heurt.