Six des caractéristiques les plus utiles de la machine de coupe laser à fibres optiques que vous devez savoir
Ces dernières années, la machine de coupe laser à fibres optiques joue un rôle de plus en plus important dans le développement de l'industrie de la tôle.En ce qui concerne les performances de coupe puissantes, le laser ritu souhaite vous présenter six fonctions pratiques peu connues.Grâce à ces fonctions pratiques, l'efficacité d'usinage et les performances de coupe de la machine de coupe laser à fibres optiques peuvent être grandement améliorées.
(1)Saut de grenouille
Le saut de grenouille est le mode de ralenti de la machine à découper au laser.Comme le montre la figure ci - dessous, coupez d'abord le trou no 1, puis le trou no 2.La tête de coupe doit être déplacée du point a au point B.Bien sûr, le laser doit être éteint pendant le mouvement.Au cours du mouvement du point a au point B, la machine est « au ralenti», ce qui est appelé « au ralenti».

La course au ralenti de la première machine de coupe laser est illustrée dans la figure ci - dessous. La tête de coupe doit effectuer trois actions: montée (à une hauteur suffisamment sûre), traduction (au - dessus du point b) et descente.
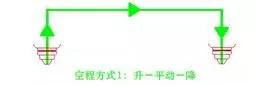
Le temps de ralenti peut être comprimé pour améliorer l'efficacité de la machine.Si les trois actions sont "simultanées", le temps de ralenti peut être raccourci: la tête de coupe monte simultanément du point a au point B;Quand il approche du point B, il descend en même temps.Comme indiqué ci - dessous.

La trajectoire de ralenti de la tête de coupe est comme un arc dessiné par un saut de grenouille.
Dans le processus de développement de la machine de coupe laser, ce type de développement de saut peut être considéré comme un progrès technique remarquable.Le saut ne prend que le temps de traduction du point a au point B, ce qui permet d'économiser du temps de montée et de descente.Les grenouilles sautent pour attraper de la nourriture;La grenouille saute sur la machine à découper au laser pour "attraper" une grande efficacité.Si la machine à découper au laser n'a pas de fonction de saut de grenouille, je crains qu'elle ne puisse pas entrer sur le marché.
(2)Autofocus
Lors de la coupe de différents matériaux, le faisceau laser doit être focalisé à différents endroits de la section transversale de la pièce.Comme indiqué ci - dessous.
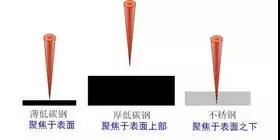
Il est donc nécessaire d'ajuster la position du Focus.La mise au point manuelle est généralement utilisée dans les premières machines de coupe laser;Aujourd'hui, de nombreux fabricants de machines ont mis au point une mise au point automatique.
On pourrait dire qu'il suffit de changer la hauteur de la tête de coupe.La position de mise au point augmente lorsque la tête de coupe est relevée et diminue lorsque la tête de coupe est abaissée.Ce n'est pas si simple.
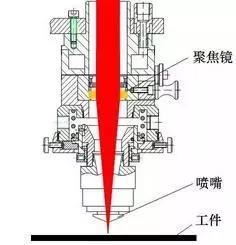
Le fond de la tête de coupe est la buse.Pendant la coupe, la distance entre la buse et la pièce (hauteur de la buse) est d'environ 0,5 ~ 1,5 mm.Il peut être considéré comme une valeur fixe, c'est - à - dire que la hauteur de la buse est constante, de sorte que le point focal ne peut pas être réglé en soulevant la tête de coupe (sinon le processus de coupe ne peut pas être terminé).
La focale de la lentille de mise au point est immuable et ne peut donc pas être ajustée en changeant la focale.Si vous changez la position de la lentille de mise au point, vous pouvez changer la position de mise au point: la lentille de mise au point descend, la lentille de mise au point descend, la lentille de mise au point monte, la lentille de mise au point monte...C'est vraiment une façon de se concentrer.Le moteur est utilisé pour conduire la lentille de mise au point vers le haut et vers le bas pour réaliser la mise au point automatique.
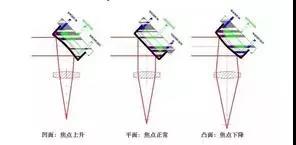
Une autre méthode de mise au point automatique consiste à régler un miroir à courbure variable (ou un miroir réglable) avant que le faisceau ne pénètre dans le miroir de mise au point, en changeant la courbure du miroir pour changer l'angle de divergence du faisceau réfléchissant et donc la position de mise au point.Comme indiqué ci - dessous.
Avec la fonction de mise au point automatique, l'efficacité d'usinage de la machine de coupe laser peut être grandement améliorée: le temps de perforation des tôles épaisses est considérablement réduit;Lors de l'usinage de pièces de différents matériaux et épaisseurs, cette fonction ajuste automatiquement et rapidement le point focal à la position la plus appropriée.
3.Recherche automatique de bord
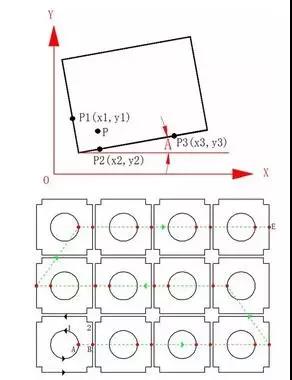
Comme le montre la figure ci - dessous, lorsque la feuille est placée sur le banc de travail, elle peut être gaspillée lors de la coupe si elle est inclinée.Si l'angle d'inclinaison et l'origine de la feuille peuvent être détectés, le processus de coupe peut être ajusté pour tenir compte de l'angle et de la position de la feuille afin d'éviter les déchets.La fonction de recherche automatique de bord est apparue au moment opportun.
Lorsque la fonction de recherche automatique de bord est activée, la tête de coupe mesure automatiquement 3 points sur les deux bords verticaux de la feuille, à partir du point P: p1, P2, P3, et calcule automatiquement l'inclinaison a de la feuille et de l'origine.
Grâce à la fonction de recherche automatique de bord, le temps de réglage de la pièce est économisé, et il est difficile de régler (déplacer) La pièce pesant des centaines de kg sur la table de coupe, ce qui améliore l'efficacité de la machine.
La machine de coupe laser de haute puissance est un système complexe qui intègre la lumière, la machine et l'électricité.Les subtilités cachent souvent des mystères.Explorons ce mystère ensemble.
4.Perforation centralisée
La perforation centralisée, également appelée pré - perforation, est un processus d'usinage et non une fonction de la machine elle - même.Lorsque le laser à fibres optiques coupe des tôles épaisses, chaque processus de coupe de profil passe par deux étapes: 1.Perforation et 2.Coupez.
Technologie d'usinage conventionnelle (perforation ponctuelle)→Profil de coupe 1→Perforation du point B→Profil de coupe 2→……). Ce que l'on appelle le perçage centralisé, c'est - à - dire que toutes les procédures de perçage doivent être effectuées à l'avance pour l'ensemble de la plaque, puis le processus de coupe doit être effectué.
Technologie de perforation centralisée (perforation de profil complet)→Retour au point de départ→Coupez tous les profils).Par rapport au procédé traditionnel, la longueur totale de la trajectoire de fonctionnement de la machine est augmentée par perforation centralisée.Alors pourquoi utiliser une ponction concentrée?
Le perçage centralisé peut éviter la surchauffe.Dans le processus de perçage de la plaque épaisse, le stockage de chaleur se forme autour du point de perçage.Une combustion excessive peut se produire si la coupe est effectuée immédiatement.Effectuer toutes les perforations à l'aide d'un procédé de perforation centralisé et retourner au point de départ de la coupe.Évitez la combustion excessive car il y a suffisamment de temps pour dissiper la chaleur.
La perforation centralisée peut améliorer l'efficacité de l'usinage.À l'heure actuelle, de nombreuses machines de coupe laser à fibres optiques n'ont pas de fonction de mise au point automatique.Les paramètres du procédé (mode laser, puissance, hauteur de la buse, pression du gaz auxiliaire, etc.) pour la perforation et la Coupe des tôles épaisses sont différents.La hauteur de la buse pendant le poinçonnage est supérieure à celle pendant la coupe.Si un procédé conventionnel est utilisé (perforation de contour 1)→Profil 1 coupe→Contour 2 perforation→Profil 2 coupe→……), Afin d'assurer la qualité et l'efficacité de la coupe, la position du faisceau laser ne peut être réglée manuellement qu'en fonction des besoins de la coupe (si tel est le cas: premièrement, régler manuellement le point focal à la position requise pour la perforation, la perforation;Ensuite, le point focal est réglé à la position souhaitée pour la coupe;Ensuite, régler à la position de perforation, perforer...Ce n'est qu'un cauchemar jusqu'à ce que le traitement soit terminé).Par conséquent, l'accent ne peut pas être mis sur la position optimale lors de la perforation et le temps de perforation est plus long.Toutefois, si la méthode de forage centralisé est adoptée, le point focal peut être réglé à la position appropriée pour le forage, la machine doit être suspendue après le forage, puis le point focal doit être réglé à la position optimale requise pour la coupe;De cette façon, le temps de perforation peut être réduit de plus de la moitié, ce qui améliore considérablement l'efficacité.Bien entendu, d'autres paramètres de procédé peuvent également être ajustés ou modifiés si nécessaire entre la perforation centralisée et la coupe (p. ex., perforation air + CW, coupe à l'oxygène, avec suffisamment de temps pour compléter la commutation de gaz).Le Zoom automatique de la lentille de mise au point entraînée est généralement appelé axe f;Ainsi, le zoom manuel est utilisé pour concentrer le poinçonnage et la coupe. Peut - on l'appeler le zoom de l'axe "h" (main)?
Il existe également un risque de perforation concentrée.En cas de collision pendant la coupe, entraînant un changement de position de la feuille, les pièces non coupées peuvent être mises au rebut.Le processus de perforation centralisée nécessite l'aide d'un système de programmation automatique.
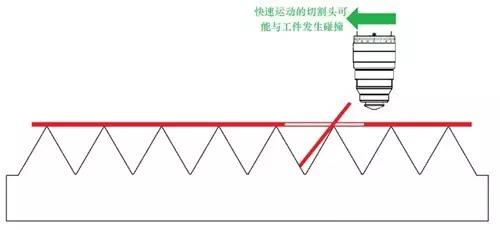
5.Position du pont (micro - connexion)
Pendant la coupe au laser, la feuille est soutenue par des barres de support dentelées.Si la partie coupée n'est pas assez petite, elle ne doit pas se détacher du dégagement de la tige de support;S'il n'est pas assez grand, il ne peut pas être soutenu par des barres de support;Elle peut être déséquilibrée et déformée.La tête de coupe qui se déplace à grande vitesse peut entrer en collision avec elle et la tête de coupe peut être endommagée pendant l'arrêt.
Cela peut être évité en utilisant la technique de coupe par pont (micro - connexion).Lors de la programmation d'un dessin pour la coupe au laser, le profil de fermeture est délibérément brisé à plusieurs endroits afin qu'une fois la coupe terminée, la pièce adhère au matériau environnant sans tomber.Ce sont des ponts.Aussi connu sous le nom de point d'arrêt ou de microconnexion (ce nom provient d'une traduction littérale de microjoint).La distance de rupture est d'environ 0,2 ~ 1MM et est inversement proportionnelle à l'épaisseur de la plaque.Selon différents angles, il y a différents noms: basé sur le contour, il est cassé, donc appelé point d'arrêt;Sur la base de la pièce, elle est fixée au substrat et est donc appelée pont ou micro - connexion.
La position du pont relie la pièce au matériau environnant.Un logiciel de programmation mature peut automatiquement ajouter un nombre approprié d'emplacements de pont en fonction de la longueur du contour.Il permet également de distinguer le contour intérieur du contour extérieur et de décider s'il y a lieu d'ajouter ou non un pont, de sorte que le contour intérieur (déchets) qui ne quitte pas le pont tombe et que le contour extérieur (Parties) du pont reste collé au substrat sans tomber, évitant ainsi le tri.
6.Coupe de bord ordinaire
Si les contours des Parties adjacentes sont linéaires et que les angles sont les mêmes, vous pouvez les combiner en une seule ligne et ne les couper qu'une seule fois.C'est une coupe de bord commune.De toute évidence, la coupe à bord commun peut raccourcir la longueur de coupe et améliorer considérablement l'efficacité d'usinage.
Common edge cutting does not require the shape of the part to be rectangular. As shown below.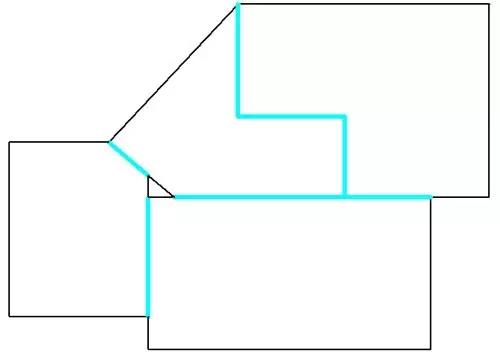
Les lignes bleu ciel sont des bords communs. La Coupe des bords communs permet non seulement d'économiser du temps de coupe, mais aussi de réduire le nombre de perforations.Les avantages sont donc très évidents.Si vous économisez 1,5 heure par jour en raison d'une coupe de bord commune, vous économisez environ 500 heures par année et le coût combiné par heure est de 100 $, ce qui équivaut à créer un avantage supplémentaire de 50 000 $par année.La coupe de bord commune dépend d'un logiciel de programmation automatique intelligent.